The Complete Guide to CO2 Laser Cutting Machines
 22-08-19
22-08-19WHAT ARE YOU LOOKING FOR?
Search Across Products, Blog Posts, Support Content, And Resources.

The Complete Guide to CO2 Laser Cutting Machines
22-08-19

Laser cutting uses a high-power, high-density laser beam to irradiate the workpiece. The beam melts, vaporizes, or fractures the material to complete the cutting process, as shown below.
Laser cutting is a versatile technology with different cutting modes for various materials and applications. The main modes include gasification cutting, melt cutting, oxidation-assisted cutting, and controlled fracture cutting.
In gasification cutting, a high-energy, high-density laser beam rapidly heats the workpiece and raises the material surface to its boiling point. Part of the material is vaporized, while the remaining material is expelled from the cutting seam with the help of auxiliary gas. This process removes material and forms the cut.
Gasification cutting is mainly used for brittle metal materials and selected non-metallic materials, including wood, carbon materials, plastics, and rubber. For example, the Thunder Laser Nova series laser cutter primarily uses this method because it is effective for these materials.
Melt cutting uses a high-energy, high-density laser beam to heat the workpiece until the material melts. At the same time, a high-pressure, non-oxidizing gas, such as argon, helium, or nitrogen, is blown through a nozzle to remove the molten material and create the cut.
This cutting mode is suitable for materials that are less prone to oxidation, as well as active metals such as stainless steel, titanium, aluminum, and their alloys.
Oxidation-assisted melt cutting uses a high-energy, high-density laser beam as a preheating source. At the same time, a nozzle directs high-pressure oxygen or another active gas onto the material as the cutting gas.
This method has two functions. First, the high-pressure oxygen reacts with the cut metal and generates additional oxidation heat. Second, the molten oxide and melted material are expelled from the reaction zone, forming the cut.
Oxidation-assisted melt cutting is commonly used for easily oxidized metal materials, including carbon steel, titanium steel, and heat-treated steel.
Controlled fracture cutting is used for brittle materials. A high-energy, high-density laser beam creates a large thermal gradient and severe mechanical deformation, forming a small groove through thermal evaporation. External force is then applied to initiate a fracture along the groove and create the notch.
This method is especially useful for scribing ceramics and wafers, where precise control over the fracture process is required.
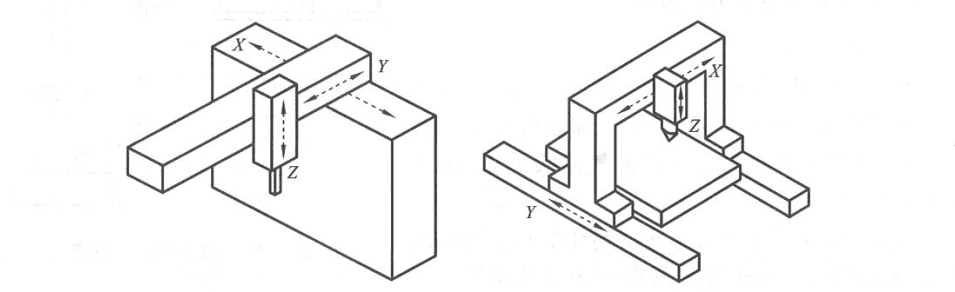
According to the relative movement between the laser cutting head and the worktable, CO2 laser cutting machines can generally be divided into three types:
In a fixed beam structure, the cutting head does not move during the cutting process. Instead, the worktable moves along the X and Y axes.
In a mobile beam structure, the cutting head moves along the X and Y axes while the worktable remains fixed. This design allows for a larger processing area, reduces the equipment footprint, and usually does not require the workpiece to be clamped. It is a mainstream structure for laser cutting machines.
| Laser Source | Wavelength (μm) | Materials | Advantages | Disadvantages | Market Positioning |
|---|---|---|---|---|---|
| CO2 Laser | 10.6 | Wood, acrylic, PP, plexiglass | Excellent section quality | Expensive, with high maintenance and operating costs | 30–130W for non-metal cutting and engraving; 500–20,000W for metal cutting. Thunder Laser focuses on non-metal cutting. |
| Fiber Laser | 10.6 | Metal, plastic, leather | Precision cutting, flexibility, and suitability for thin sheets | Expensive, challenging for highly reflective materials such as aluminum and copper, and slower for thick plates | 30–100W for metal marking and high-precision cuts in thin materials; 1000–20,000W for metal cutting |
| YAG Solid-State Laser | 1.06 | Metal materials | Cost-effective and capable of cutting non-ferrous metals | Limited to materials below 8mm thickness, with relatively low cutting efficiency | Cutting metal materials below 8mm thick |
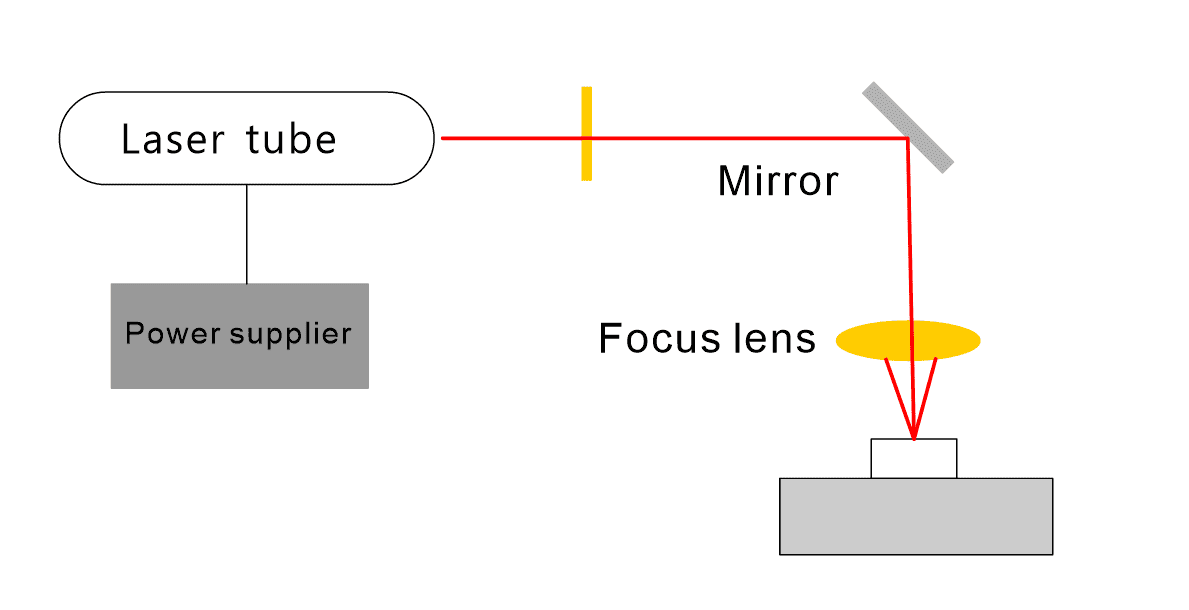
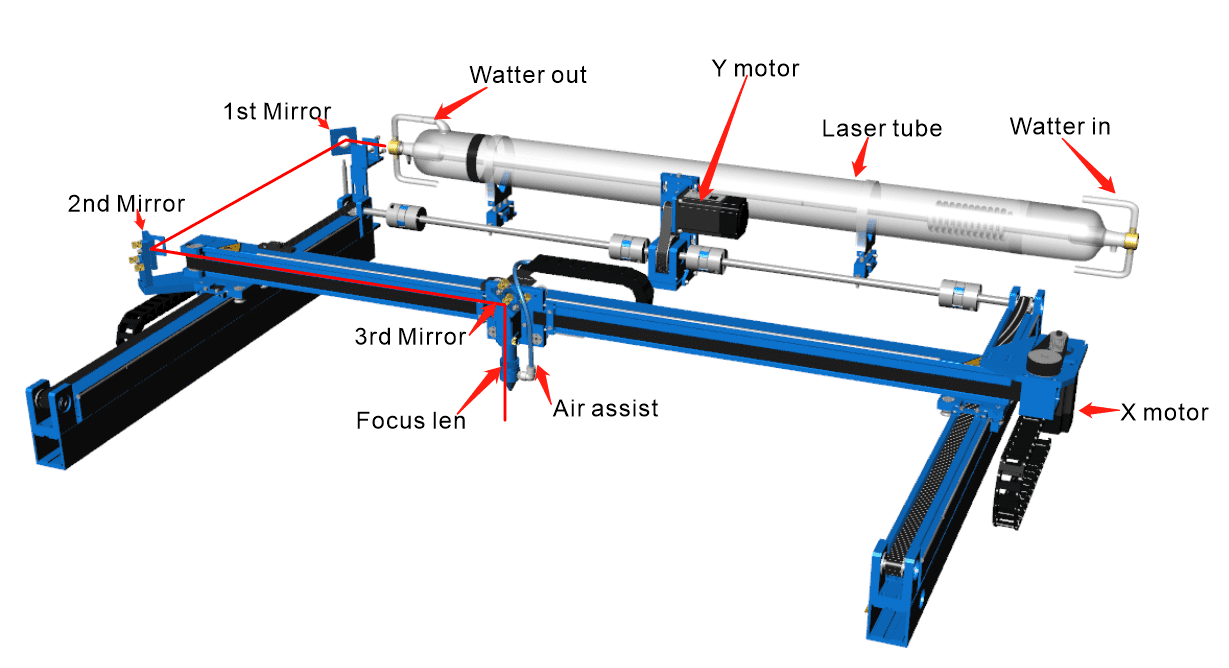
The laser light guiding and focusing system is a critical part of a CO2 laser cutting machine. It directs and focuses the laser beam accurately onto the workpiece to support stable cutting and engraving performance.
Precision is essential in laser cutting and engraving. The light guiding and focusing system performs two key functions:
In a small CO2 laser cutting machine, the laser light guiding and focusing system usually includes the following components:
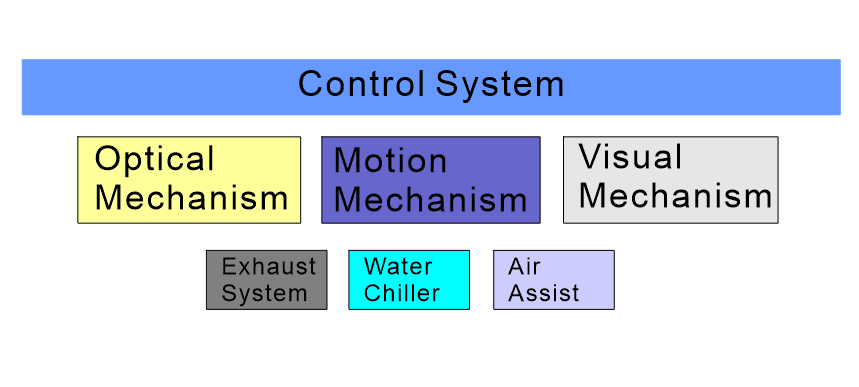
The main control objects of a CO2 laser cutting machine include the laser, the stepper motor driver in the motion mechanism, the blowing system, the exhaust fan, and the chiller, as shown below.
The control system hardware includes an industrial personal computer, control panel, main control card, interface board, driver, stepper motor, and related components.
The central controller receives operation and control commands from the computer and the control panel. It controls motor operation, manages the laser generation system, and monitors and displays various equipment states.
The control panel includes buttons for start, laser high voltage, reset, manual laser output, pause, and direction control, along with status indicators and a laser energy regulator.
The control software supports PLT, BMP, and DXF file formats generated by common graphics software. It uses a mixed vector and bitmap working mode to complete engraving and cutting tasks.
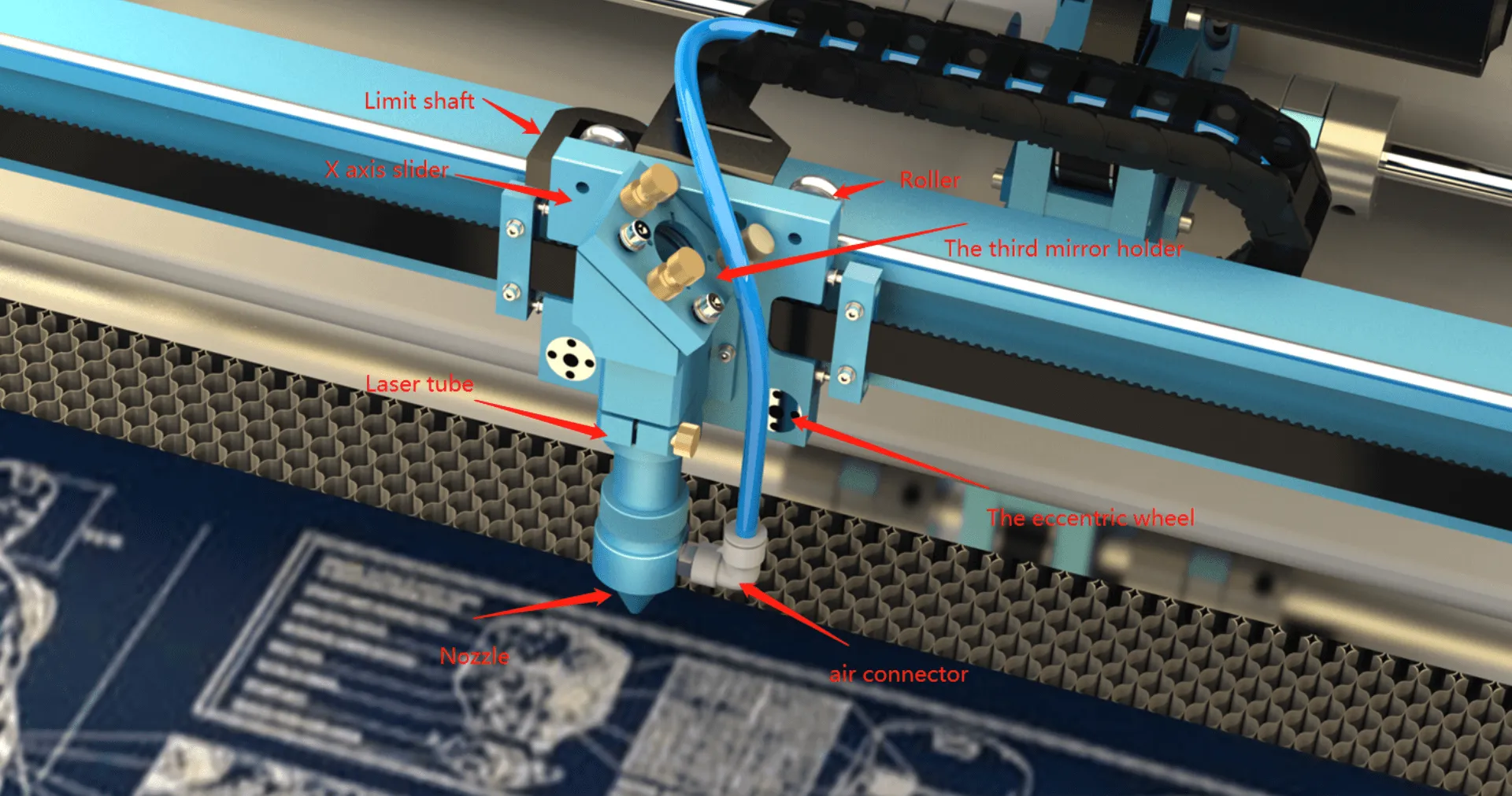
The positive and negative stroke limit system of the X-axis is shown below.
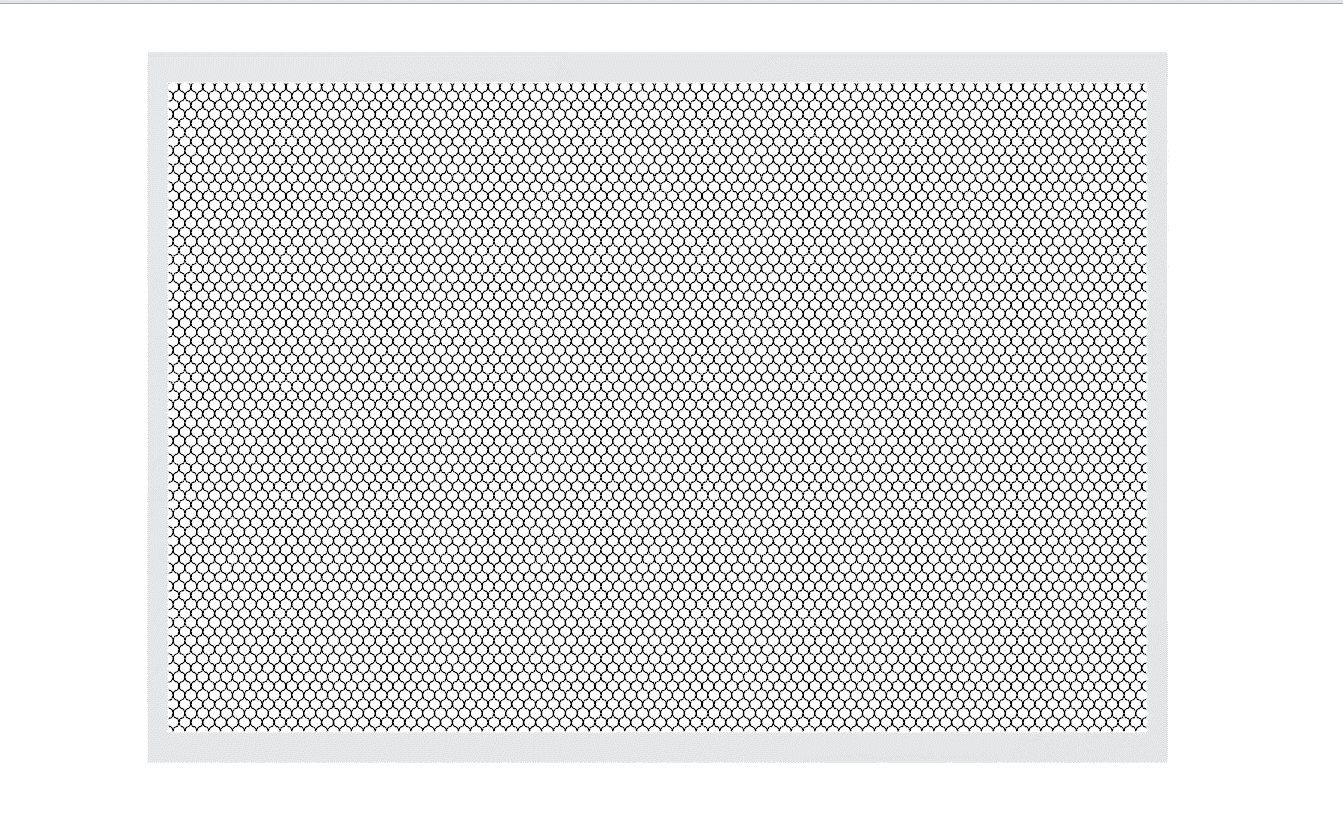
The cooling and auxiliary system of a CO2 laser cutting machine includes components such as an exhaust fan, blowing pump, water chiller, and cutting platform.
There are two common types of cutting platforms. The honeycomb platform is suitable for processing cloth, leather, and other soft materials. The blade platform is more suitable for plexiglass, thick plates, and other hard materials.
Some equipment with higher adsorption requirements may also use a vacuum adsorption platform.
Talk To Our Experts Now!
Please leave your contact information so that we can serve you better.
CO2 LASER CUTTING MACHINES FAQS
TAKE THE NEXT STEP WITH THUNDER LASER

 Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply
Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply