Laser machines have reached over 10,000 watts of power. So the efficiency of the cutting is very high. However, have you encountered some problems with unsatisfactory cutting results? For example, the cutting surface is not smooth. There are streaks and burrs, etc. Here we will look at the problems that arise during the cutting process and how to solve them.
When poor cutting results are found, the following causes should be investigated first:
1.Laser head in all the lenses are not polluted and are clean;
2.The water temperature of the water tank should not be too high or too low. And check the laser surface has no water droplets;
3.Cutting gas purity is excellent. The gas path is smooth, with no air leakage.
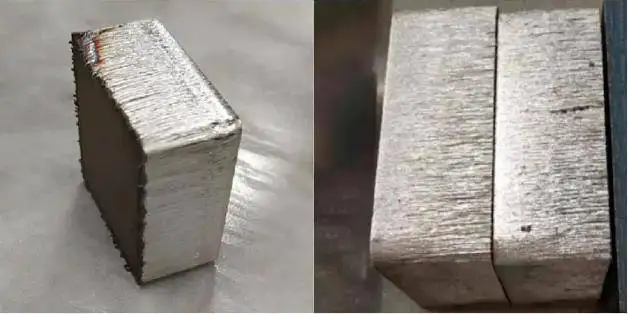
Cutting stripes
-Causes of streaks on the cutting surface.
1 – The first cause is the cutter’s nozzle is mismatched. You may have chosen a large nozzle.
2 – The air pressure is not set correctly. Setting too much air pressure causes overburning with streaks;
3-Cutting speed is not uniform. If the correct speed is not set, spots will appear.
How to solve the problem of streaks on the cutting surface.

1-First, choose the proper nozzle according to the cutting machine instruction manual. A nozzle with a general diameter of 16 mm is the right size.
2 – Second, reduce the cutting air pressure to improve the quality of end cutting;
3 – Third, adjust the cutting speed, power, and cutting speed to match the appropriate, to achieve such as flowing:
Hard slag at the bottom of the cutting surface.
-Cause of the cutting surface with slag.
1 – Contrary to the cause of streaks on the cutting surface, a small nozzle is the cause of slag on the cutting surface. If the cutting focal point is significant and the nozzle is small, then the phenomenon of slag on the cutting surface.
2 – The cutter operates with either large or small air pressure. Unevenly sized air pressure affects the speed of the cutting machine.
3- The third original is a problem outside the cutting machine itself. If the quality of the steel plate is cut and processed is very poor, coupled with the use of a small nozzle, it will be challenging to get out the slag blocks.
-How to solve the phenomenon of slag blocks on the cutting surface

1 – The first option is to replace the nozzle with a larger one. Adjust the focus according to the laser machine’s instruction manual.
2 – Secondly, find the optimum air pressure value by increasing or decreasing the air pressure at which the cutter is working.
3. Choose a good plate
Burrs on the bottom
-Causes of burrs on the bottom
1-Small nozzle diameter, can not meet the processing requirements;
2 – The negative defocus is not matched. It should be increased and modulated to the appropriate position;
3 – If the air pressure of the cutting machine is shallow, it is difficult to cut off the excess burr.
-Solutions
1 – First, the choice of a large diameter nozzle. You can increase the airflow;
2 – Second, increase the negative defocus of the laser cutting machine to be able to cut through the material;
3 – Third, increase the air pressure of the laser cutting machine to cut off all the burrs on the cutting surface.
.png "laser cutter Globle")
































