Laser Marking Principles and Main Methods Explained
 22-12-13
22-12-13WHAT ARE YOU LOOKING FOR?
Search Across Products, Blog Posts, Support Content, And Resources.

Laser Marking Principles and Main Methods Explained
22-12-13

Laser marking is a process that creates permanent text, patterns, symbols, or codes on the surface of a workpiece. During the process, a laser marking machine directs a laser beam onto the material surface, causing vaporization, melting, phase change, color change, or layer removal depending on the material and laser settings.
This guide explains the main laser marking principles and the common methods used to form marking patterns, including material removal, surface color change, layer removal, mask marking, array marking, and scanning marking.
Laser marking works by applying focused laser energy to a workpiece surface. When the laser reaches the surface, the material can vaporize, melt, change phase, change color, or expose an underlying layer. These changes form readable and durable marks on the product.
The formation principles of laser marking patterns can generally be divided into three categories.
In this method, a laser with relatively high peak power irradiates the workpiece. The material is heated to a high temperature, causing part of the surface to melt or evaporate. As selected material is removed, the workpiece develops a visible mark with a carved or engraved effect.
This method is often used for deep engraving on metal parts such as gears and connecting rods.
In this method, a laser with relatively low peak power irradiates the workpiece and heats the material to a phase-change temperature for metal materials or a denaturation temperature for selected non-metal materials. This controlled heating changes the surface color and creates a visible mark without necessarily removing a large amount of material.
Typical examples include color marking on metal materials such as stainless steel and black marking on selected non-metal materials such as plastics.
In multi-layer materials, a laser can remove or modify one or more surface layers to reveal the color of the underlying material. The contrast between the surface layer and the exposed lower layer forms the final marking pattern.
This method can be used for laser marking multi-layer trademark labels and other layered materials that create a clear color contrast after the upper layer is removed.
According to how the marking pattern is formed, laser marking methods can be divided into three common categories: mask marking, array marking, and scanning marking.
A mask marking machine uses an optical path system that includes the laser, mask, imaging lens, and other major optical components. The mask carries the marking content, and the optical system projects the selected marking pattern onto the workpiece surface.
In mask marking, the pulsed laser emitted by the laser source is expanded and uniformly projected onto the mask. Part of the laser passes through the hollow sections of the mask. The graphics on the mask are then imaged onto the workpiece surface after being focused by the lens.
The material area irradiated by the laser forms a legible mark. In general, each pulsed laser can form one mark. Changing the mask allows users to change the laser marking content. Pulsed CO2 lasers and pulsed solid-state YAG lasers can be used for mask marking.
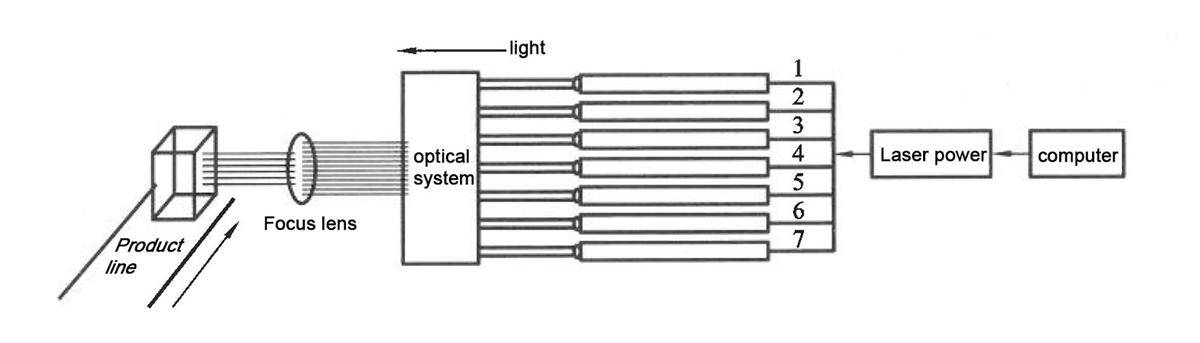
The optical path system of an array marking machine can include several main components.
In array marking, multiple RF CO2 lasers are arranged vertically. At a selected moment, the industrial computer controls the laser power supply to turn on several laser channels at the same time. For example, if laser channels No. 1 to No. 7 emit seven pulses at the same time, they can ablate seven pits on the workpiece surface and form seven vertical strokes similar to the character “1”.
At another moment, the computer may enable only one laser channel, creating a single point at the bottom. By controlling which lasers fire at different times, the system can form a dot-matrix letter or character pattern.
Common characters can be formed with a 5 × 7 or 7 × 7 dot matrix. Array marking can reach very high speeds, making it useful for high-speed online marking. However, it is mainly suitable for dot-matrix characters, and its resolution may not be enough for complex characters or high-detail graphics.
A scanning marking machine inputs the marking pattern into an industrial personal computer. The computer controls the laser and scanning mechanism, allowing the laser to scan across the processed material surface and form the final marking pattern.
The scanning mechanism usually has two structural forms: mechanical scanning and galvanometer scanning.
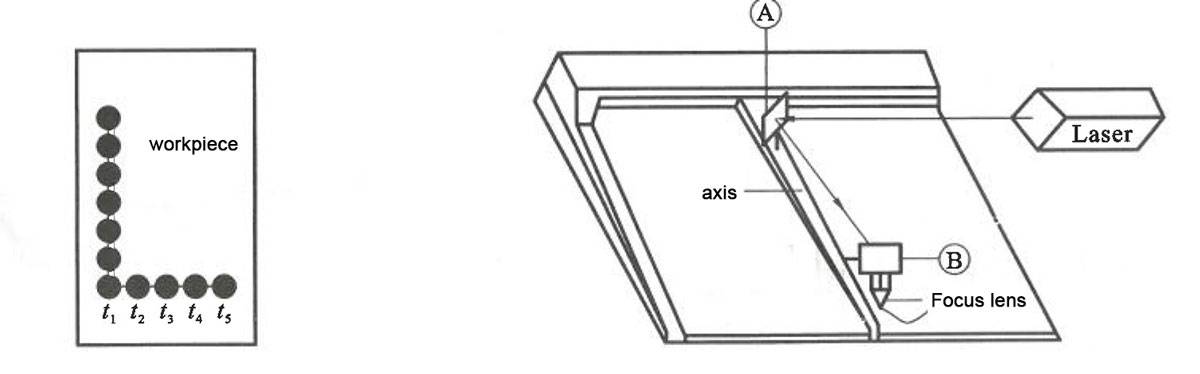
The optical system of a mechanical scanning marking machine includes a laser, reflectors, and a focusing lens. Mechanical scanning changes the X-Y coordinates of the reflector through mechanical movement, changing the position where the laser beam reaches the workpiece.
After the optical path is redirected through the reflectors, the laser beam acts on the workpiece through the focusing lens. The movement of the reflector and focusing lens allows the output laser to reach different positions in the plane and mark graphics or characters.
The optical system of a galvanometer scanning marking machine includes a laser, X and Y galvanometers, and a flat-field focusing lens. The laser beam emitted by the laser is directed onto the X and Y galvanometers, which scan along the X and Y axes.
The industrial computer controls the reflection angle of the mirrors, which controls the deflection of the laser beam. After being focused by the flat-field focusing lens, the laser focus moves across the marking material and leaves the required pattern on the material surface.
Galvanometer scanning can improve marking quality and speed, but its marking area is typically not as large as that of mechanical scanning marking.
Laser marking can create durable marks through material removal, surface color change, or layer removal. Different principles are suitable for different materials and marking goals, from deep metal engraving to color marking and label marking.
Mask marking, array marking, and scanning marking each have their own advantages. Mask marking can quickly project predefined patterns, array marking is useful for high-speed online dot-matrix marking, and scanning marking offers flexible control for graphics, text, and complex patterns.
Need Help Choosing a Laser Marking Machine?
Contact Thunder Laser to compare laser marking solutions for metals, plastics, labels, industrial products, and custom marking applications.
Contact UsTalk To Our Experts Now!
Please leave your contact information so that we can serve you better.
LASER MARKING PRINCIPLES FAQS
TAKE THE NEXT STEP WITH THUNDER LASER

 Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply
Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply