How to Choose Fiber Laser Cutting Gas and Control Systems
 22-08-23
22-08-23WHAT ARE YOU LOOKING FOR?
Search Across Products, Blog Posts, Support Content, And Resources.

How to Choose Fiber Laser Cutting Gas and Control Systems
22-08-23

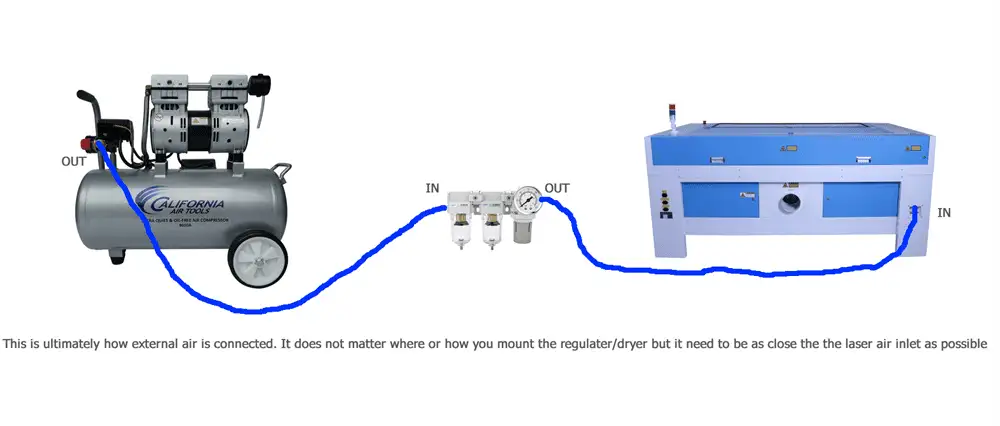
Many users find that cutting performance improves significantly when the air assist system is supplied with higher-pressure air from an external air source, such as a standard air compressor. A stable air assist setup helps improve cutting quality, remove debris, reduce smoke, and protect optical components during operation.
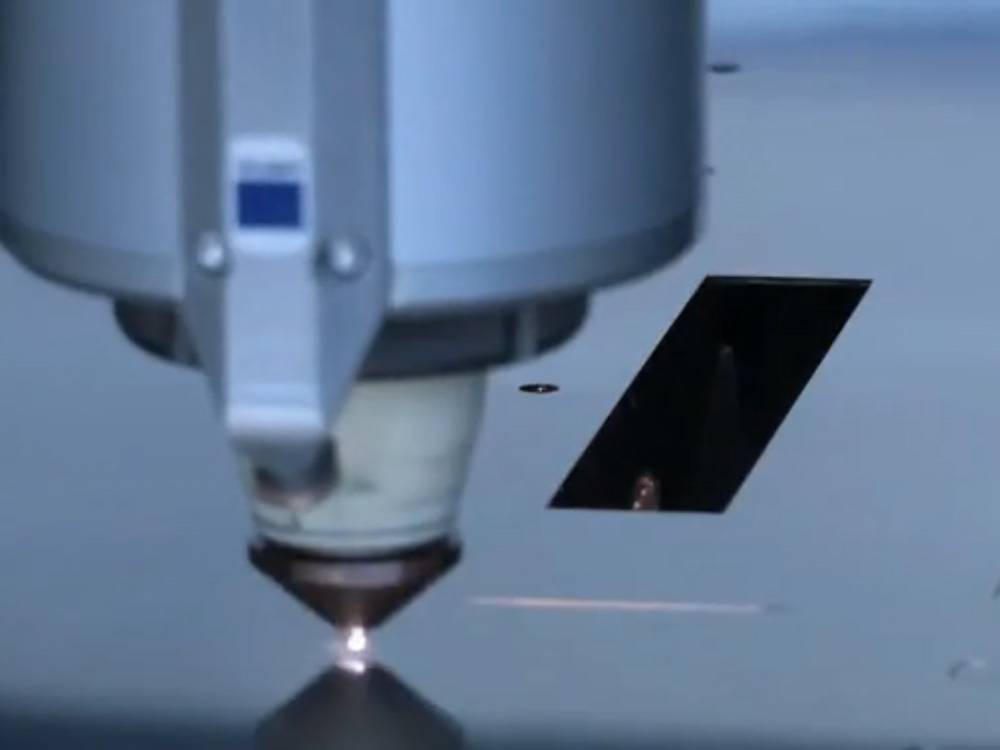
Laser cutting gas plays an important role in controlling flare-ups, reducing smoke, keeping the lens cleaner and cooler, and improving the cutting process. During cutting, assist gas helps remove molten material, smoke, and debris from the cutting area so the laser beam can work more efficiently.
Thunder Laser laser cutters have two air assist modes: Cut and Engrave. The two air solenoids are controlled by the smart board. Two needle valves are also mounted on the front left panel, allowing users to adjust airflow for each mode. Momentary push buttons can be used to test the airflow, and pressing a button activates the corresponding stage for 10 seconds.
Gas quality can affect laser cutting performance, especially in sheet metal cutting. The gas mixture used in the laser generator, such as CO2, helium, and nitrogen in specific proportions, must meet strict purity requirements. Low gas purity can reduce cutting stability and may accelerate aging in sensitive laser components.
In many applications, high-purity CO2 and high-purity nitrogen are easier to source, while high-purity helium may depend on more specialized suppliers. Poor gas quality or reduced purity can create risks for laser generator performance. As a reference, typical purity requirements include CO2 at 99.995%, helium at 99.996%, and nitrogen at 99.999%.
The purity of laser cutting assist gas directly affects finished edge quality. Common assist gases include oxygen for carbon steel, nitrogen for stainless steel, and compressed air for aluminum plates. Higher oxygen purity usually helps produce a smoother carbon steel cutting section with fewer burrs and better gloss.
For example, oxygen purity of 99.95% may produce a carbon steel cutting section without burrs but with limited gloss. Oxygen purity of 99.99% can produce a cleaner cut with slight brightness, while 99.999% oxygen can help create better gloss on the carbon steel section. Engineers can use a 10mm carbon steel plate for testing. If the section is not glossy and the burrs are large while machine parameters remain unchanged, impure oxygen may be the cause.
Nitrogen purity also affects cutting results. When nitrogen purity is about 99.95%, the cut section of stainless steel may show burrs or limited gloss. When nitrogen purity reaches about 99.99%, the cut section on stainless steel and aluminum plate is usually smoother and brighter.
Engineers can test nitrogen purity with 3mm stainless steel. If the gas purity is below the required standard, micro burrs and burned sections may appear. Stainless steel, aluminum, and reflective materials are more sensitive during laser cutting, so lens protection is especially important. Reducing laser power and increasing nitrogen supply may help reduce lens risk in some cases.
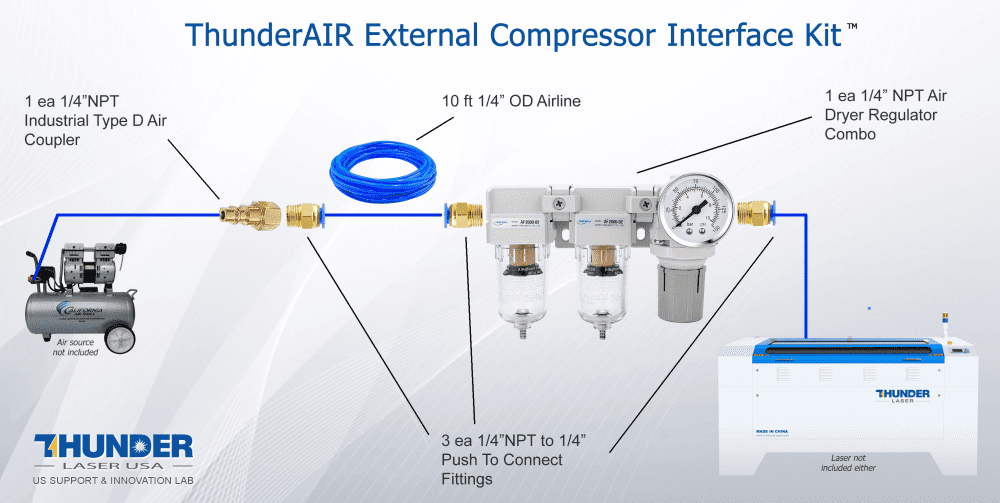
Laser cutting also has strict requirements for compressed air. A three-stage water removal and drying system is recommended to help keep the optical path system stable and reduce moisture-related problems.
Ordinary machine control can often be handled by a microcontroller, but laser cutting machines require more complex functions. These may include automatic calculations, cutting head calibration, platform exchange, and coordinated system control. For this reason, a modern laser cutting system often uses an electrical cabinet, where the cabinet design defines the function of each module.
During cabinet maintenance, operators should wear anti-static wrist protection and avoid humid environments. It is also important to make sure the cooling system inside the cabinet works correctly. Dust should be removed regularly with appropriate low-pressure air, because even a small amount of dust may cause electrical problems or short circuits inside a laser cutting machine.
After the laser is generated, it must pass through lenses and optical components to form the complete light path. The beam is then directed to the material surface for cutting. Lenses used in laser equipment require careful handling, especially if they are damaged. Acetone with cotton is often used for lens cleaning, while alcohol should not be used in this case.
If cutting quality suddenly becomes poor and parameter adjustment does not improve the section quality, the optical path focus may need to be calibrated. Operators should follow the manufacturer's adjustment method and wear appropriate protective equipment during calibration. Each optical path point should be adjusted to the center within the allowed tolerance, and the focal length of the cutting head should be checked again before cutting.
A laser cutting machine should operate in a clean working environment. Cutting itself generates dust, and dust can reduce the service life of bearings, gears, guide rails, and other mechanical parts. Replacing dust covers on schedule and performing daily maintenance are both important for long-term reliability.
Cleaning and lubricating the laser cutting machine every month can help extend the service life of the CNC laser cutting machine. The table exchange mechanism is also a key part of the equipment. Small iron pieces left in the guide rail may cause table movement problems or safety risks, so the machine should be cleaned at the end of each work session. When the machine is not in use, operators should also check whether any foreign objects remain around the equipment.
Safety protection is essential for laser cutting equipment. Some laser equipment may have incomplete safety protection systems for cost reasons, which increases the risk of accidents. In many cases, accidents are related to improper operation, insufficient operator training, or removed safety devices.
Operators should receive systematic safety training and follow strict daily operating rules. Protective doors, safety doors, gratings, and other safety devices should not be removed or bypassed for convenience. A complete safety operating system is fundamental to safe and stable laser cutting operation.
If a fault cannot be solved safely, contact the manufacturer for repair as soon as possible. Private disassembly and overhaul are not recommended, because a laser cutting machine is a precise automatic system with many interdependent components.
Timely replacement of specific spare parts is important because one worn component may affect the entire machine. When the ambient temperature changes, the chiller should also be checked and adjusted as needed. Frequent downtime may lead to early aging of the laser generator, so regular professional maintenance is recommended to keep the laser cutting machine stable and reliable.
The points above are based on common issues found during laser cutting machine operation. Some of these problems are easy to overlook, but their consequences can be serious. If you have questions about using a laser cutting machine, contact the manufacturer or technical support team for guidance.
Talk To Our Experts Now!
Please leave your contact information so that we can serve you better.
FIBER LASER CUTTING GAS AND CONTROL
SYSTEM FAQS
TAKE THE NEXT STEP WITH THUNDER LASER

 Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply
Stable & Consistent MachinesUnlimited ApplicationRobust After-sales SupportFactory Direct Supply